Customized conveyor belt
- Estás aquí:
- Inicio
- End of Lines and Conveyor Belts Customized conveyor belt

Types of Conveyor Belts
- Conveyor with straight or curved modular belts
- Conveyor with monolithic belts (smooth, bladed, troughed...)
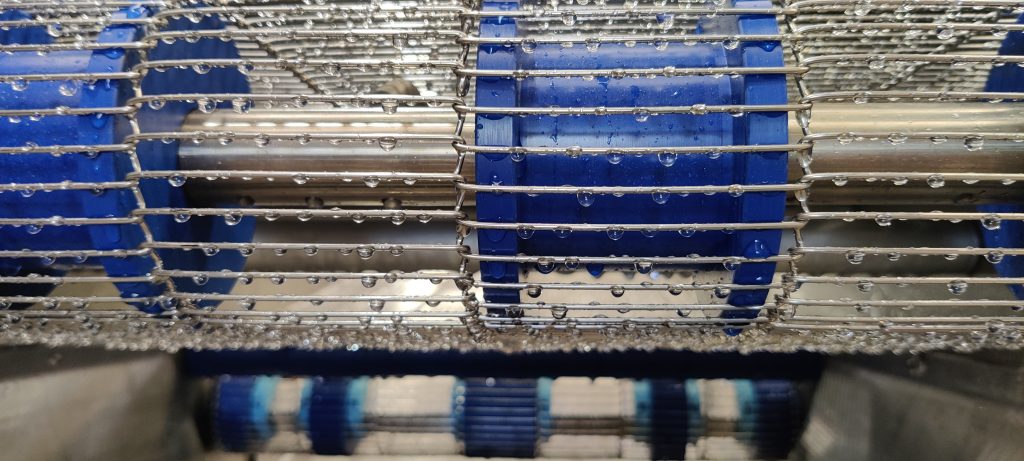
- Conveyor with metallic belt
- Conveyors with motorized rollers or idlers
- Conveyor with accessories
Customized conveyor belt
At I.F.S, we specialize in providing customized conveyor solutions for the food industry, addressing each stage of the production process with precision and efficiency. Our wide range of conveyor belts is designed to suit various needs and environments, ensuring optimal performance, and meeting the highest quality and hygiene standards.
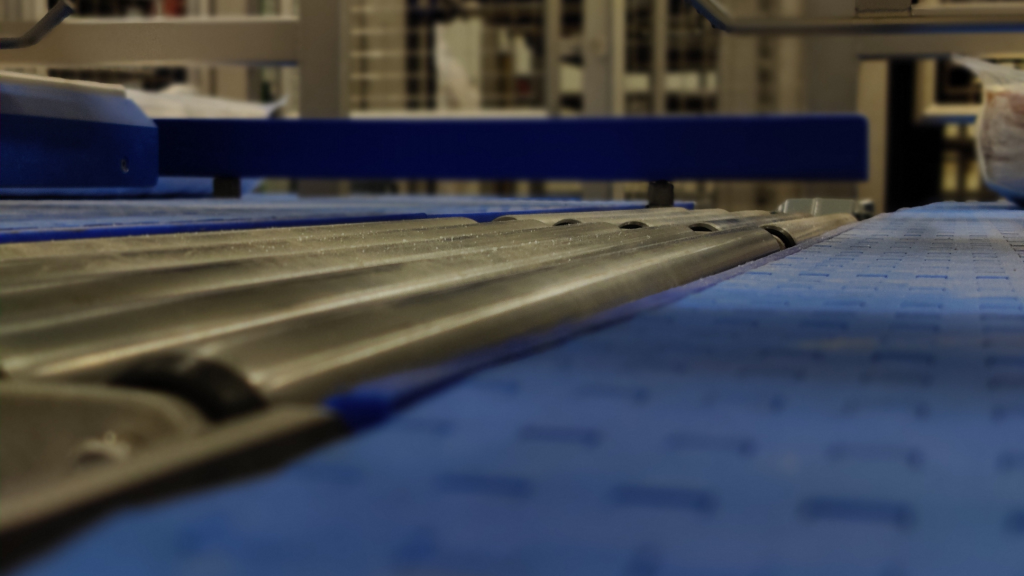
We offer motorized and non-motorized roller conveyors that are ideal for the smooth and controlled movement of products along the production line. These belts are designed with durable and easy to maintain materials to always ensure efficient and reliable operation.
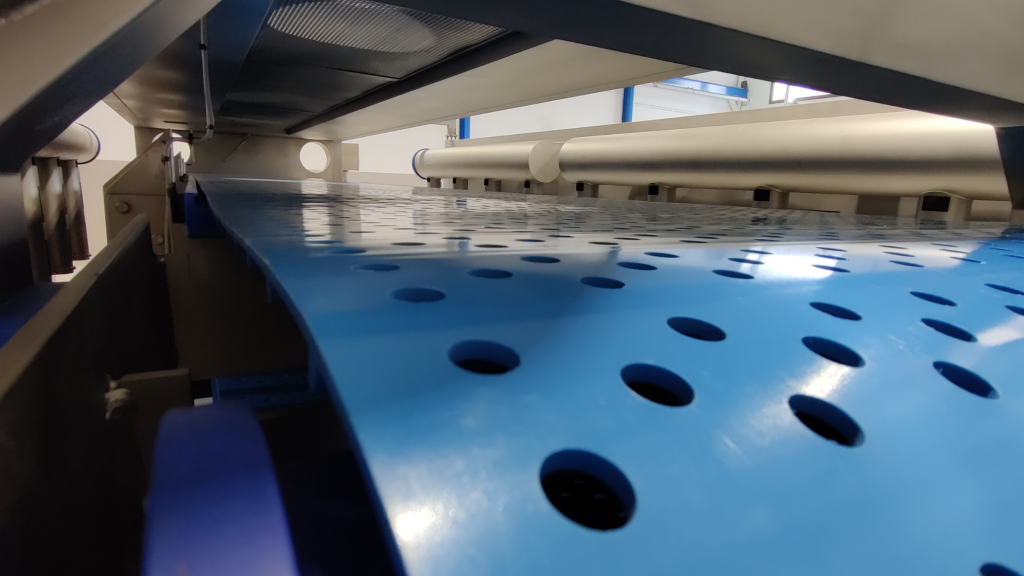
Our modular belt conveyors are highly versatile and can be adapted to a variety of applications. Available in open and closed configurations, with different pitches and rotation angles, these belts offer superior flexibility and performance in food environments.
For applications requiring the highest standards of hygiene, we offer monolithic belts that ensure a smooth, seamless surface. These belts are ideal for processes where complete cleanliness and contamination prevention are critical, ensuring the safety and integrity of food products.
To optimize space and efficiency on the production line, we offer inclined and curved conveyor belts that allow conveying products at specific angles and directions. These belts are designed to ensure smooth and trouble-free conveying, even with steep changes of direction.
For applications involving heavy loads or demanding conditions, we offer heavy-duty conveyor belts that are designed to withstand heavy loads and resist wear and abrasion. These belts are ideal for bulk conveying applications in food environments.
In addition to our wide range of standard belts, we also offer customized solutions designed to meet specific customer requirements. From size and shape to materials and special features, we work closely with our customers to design and manufacture conveyor belts that perfectly suit their unique needs.
At I.F.S., we are committed to providing innovative and reliable conveying solutions that optimize efficiency and productivity in the food industry. With meticulous attention to detail and a focus on quality and hygiene, we pride ourselves on being your trusted partner in the success of your food operation.